



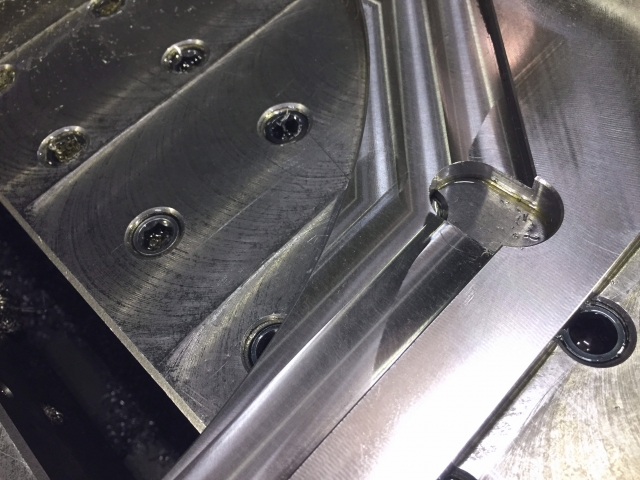
精密加工品
ステンレスの加工硬化について

ステンレスの加工が難しい理由と対策を解説
ステンレスは、耐食性・強度・美観に優れた金属として、食品機器・医療・機械・建築など幅広い分野で利用されています。
しかし加工現場では、「ステンレスは削りにくい・曲げにくい」という声をよく聞きます。
その主な原因が「加工硬化(work hardening)」です。
加工硬化とは?
加工硬化とは、金属を加工する過程で硬く・変形しにくくなる現象のことです。
ステンレス鋼に外力を加えると、金属内部の結晶構造がずれ(転位)が増え、結果として変形抵抗が高くなります。
つまり、加工すればするほど硬くなり、さらに加工が難しくなるという性質です。
なぜステンレスは加工硬化しやすいのか?
ステンレスの中でも、特にオーステナイト系(SUS304など)が加工硬化を起こしやすいです。
このオーステナイト組織は非常に延性が高く、変形しやすい一方で、変形に伴って内部の構造が大きく変化します。
加工硬化を引き起こす主な要因は以下の通りです。
ステンレスが加工硬化しやすい理由
- オーステナイト組織が転位を生じやすい
- 熱伝導率が低く、加工熱が逃げにくい
- 摩擦熱が発生し、局部的に硬化が進む
- 被削性(切削のしやすさ)が低く、刃先への負担が大きい
加工硬化が起きやすいステンレス材
| 材質 | 系統 | 加工硬化性 | 備考 |
|---|---|---|---|
| SUS304 | オーステナイト系 | 非常に高い | 最も一般的。切削・曲げで硬化しやすい |
| SUS316 | オーステナイト系 | 高い | 耐食性は高いが加工難度も高い |
| SUS430 | フェライト系 | 低い | 磁性あり。比較的加工しやすい |
| SUS420J2 | マルテンサイト系 | 中程度 | 焼入れで硬くなるタイプ |
| SUS303 | オーステナイト系 | 中程度 | 快削性向上タイプ(S添加)で硬化しにくい |
加工硬化がもたらす問題点
加工硬化は、部品強度を高めるメリットもありますが、
切削・プレス・曲げ加工では、次のようなトラブルを引き起こすことがあります。
- 刃物の摩耗・欠けが早くなる
- 加工熱で寸法精度が悪化
- バリが発生しやすくなる
- 残留応力により、後工程で歪みが出る
- 表面に焼けや変色が発生
加工硬化を防ぐための対策
切削条件の最適化
- 低速回転+大きめの送りで連続切削を避ける
- 1回の切込みをやや深めに設定し、硬化層をまとめて除去
- 工具刃先の鈍化を防ぎ、常に鋭い刃を使用
冷却・潤滑の強化
- ステンレスは熱伝導率が低いため、クーラント(切削油)の大量供給が効果的
- 熱を逃がすことで硬化の進行を抑制
材質の選定
- 快削ステンレス(SUS303など)を使用すれば、加工硬化を軽減可能
- 機能上問題なければ、フェライト系や析出硬化系の検討も有効
中間焼鈍(アニール)
- 曲げ・深絞り加工などで硬化が進んだ場合、中間焼鈍で組織を戻す
- これにより延性を回復し、割れや破損を防止
試作・少量生産における注意点
試作段階では、形状変更や追加工が発生しやすく、
同じ部品に何度も加工を加える=加工硬化が進みやすい傾向があります。
そのため、アジアプランニングでは、
- 材質ごとの最適な加工条件設定
- 自社での最終寸法検査・品質確認
といった体制で、ステンレス部品の安定した品質を実現しています。
その性質を理解し、正しい加工条件を選べば、精度・品質ともに優れた部品を製作可能です。
アジアプランニングにお任せください!
- 高精度な金属切削加工品を、国内外ネットワークで柔軟に対応
- ステンレス・アルミ・鉄・真鍮・銅など多様な金属材料に対応可能
- 短納期の試作から量産まで柔軟に対応
- 精密部品加工・小ロット・試作品など幅広いニーズに対応
- ミクロン単位の高精度加工技術で品質と安定性を実現
- 海外調達やコストダウンをお考えの企業様にも最適なご提案
- 国内外協力工場との連携で、品質・納期・価格の最適バランスを実現
ぜひアジアプランニングにご相談ください!
👇関連記事はこちら


Precision Machining
精密加工品
- 製品紹介
-
加工方法
-
放電加工「放電加工」とは、金属など電気を通す素材(導体)に対して、機械的な刃物で削るのではなく、 電気放電による熱エネルギーを使って材料を除去していく加工技術です。 一般に「EDM(Electrical Di..
-
ローレット加工ローレット加工とは?―滑り止めやデザイン性を高める表面加工 ローレット加工とは、金属部品の表面に細かい凹凸のパターン(滑り止め模様)を刻む加工方法です。旋盤などで「ローレット工具(ローレットホイール)..
-
板金加工板金加工とは?―金属板からの形状作成・加工技術 板金加工は、金属の薄板(鋼板、ステンレス、アルミ板など)を用い、切断・折り曲げ・パンチング・溶接・仕上げなどの工程で、機械部品・筐体・カバー・パネルなど..
-
- サクッと学べる金属加工の話
- 加工に関するお問い合わせ


