精密加工品
エンドミル加工とは?工具の種類・選び方から切削条件まで解説
エンドミル加工とは、切削工具の一種である「エンドミル」を用いて、金属や樹脂などの材料を削り、様々な形状を作り出す加工方法です。
この記事では、エンドミル加工の基本的な仕組みから、ドリルとの違い、目的別の工具の種類や選び方、そして加工精度を左右する切削条件の設定方法に至るまで、初心者にも分かりやすく解説します。

エンドミル加工とは?基本的な仕組みを解説

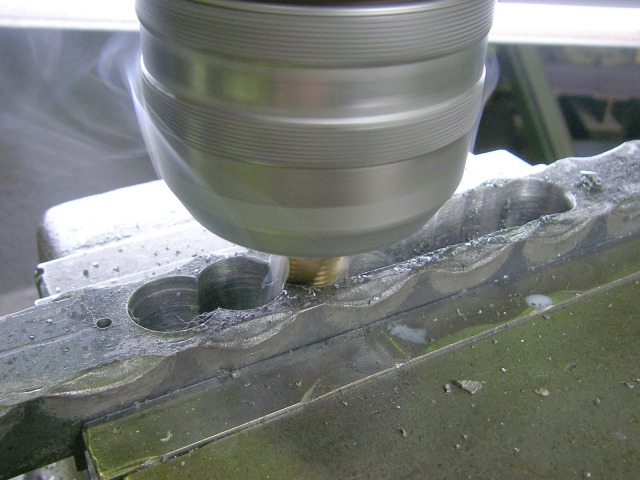
エンドミル加工とは、主にフライス盤やマシニングセンタといった工作機械に取り付けたエンドミルという工具を高速回転させ、工作物を削る切削加工技術の一つです。
工具の側面と底面にある刃を利用することで、平面削りから溝加工、複雑な三次元形状の創出まで、多岐にわたる加工を実現します。
フライス加工で使われる主要な切削工具が「エンドミル」
フライス加工は、工作物を固定し、回転する切削工具を動かして削る加工方法の総称です。
この加工で中心的な役割を担うのがエンドミルです。
フライス盤や、より高機能なマシニングセンタといった工作機械にエンドミルを装着し、プログラム制御によって工具をX・Y・Zの3軸方向に動かしながら、設計通りの形状に材料を削り出します。
エンドミルは、このフライス加工において不可欠な刃物と言えます。
工具の側面と底面の刃で削り、複雑な形状を作り出す
エンドミルの最大の特徴は、ドリルのように底面だけでなく、工具の側面にも切れ刃が付いている点です。
この構造により、穴をあけるだけでなく、材料の側面を削ったり、平面を仕上げたり、溝を掘ったりすることが可能です。
側面と底面の刃を組み合わせて使うことで、段差やポケット(凹み)、曲面といった立体的で複雑な形状の切削が実現でき、様々な部品加工に用いられます。
【図解】エンドミルの各部位の名称と役割
エンドミルは、主に機械の主軸に取り付ける「シャンク部」と、実際に切削を行う「刃部」から構成されます。
刃部の直径を「刃径」、刃が付いている部分の長さを「刃長」と呼びます。
例えば「刃径φ8」と表記されていれば、直径8mmの切削ができることを示します。
その他、工具全体の長さである「全長」や、切りくずを排出するための溝である「ねじれ角」などがあり、それぞれが加工精度や効率に影響を与えています。
ドリル加工との明確な違いは?目的と構造を比較
エンドミル加工としばしば比較されるのが、ドリルを用いた穴あけ加工です。
どちらも回転する工具で材料を削る点は共通していますが、その目的と工具の構造は大きく異なります。
エンドミルが多目的な加工を担うのに対し、ドリルは穴あけに特化しており、それぞれの違いを理解することが適切な工具選定につながります。
穴あけ専門のドリルと多機能なエンドミルの用途差
ドリルは、材料に円形の穴をあけることを唯一の目的とした工具です。
そのため、高い精度で効率良く垂直な穴をあけることに特化しています。
一方、エンドミルは穴あけも不可能ではありませんが、主な用途は平面削り、側面削り、溝加工、ポケット加工、曲面加工など多岐にわたります。
ドリルのような「点」の加工ではなく、「線」や「面」を創り出すのがエンドミルの役割です。
切削できる方向と刃の構造的な違い
ドリルは、刃が先端(底面)にしか付いていないため、工具の軸方向(Z軸方向)にしか進むことができません。
これに対し、エンドミルは先端に加えて側面全体に刃が付いています。
この構造的な違いにより、エンドミルは軸方向だけでなく、横方向(X軸・Y軸方向)への切削も可能です。
この横方向への送りによって、ドリルでは不可能な溝や段差といった形状を生み出すことができます。
【目的別】エンドミルの種類と正しい使い分け

エンドミルには、加工したい形状や材質、求める精度に応じて非常に多くの種類が存在します。
最適な工具を選ぶためには、それぞれの特徴を理解し、正しく使い分ける知識が不可欠です。
ここでは、代表的な選定基準である「刃先の形状」「刃の数」「工具の材質」を例に、その種類と使い分けについて解説します。
刃先の形状から選ぶ3つの基本タイプ
エンドミルの刃先形状は、加工する面の形状を決定づける最も重要な要素です。
大きく分けて「スクエア」「ボール」「ラジアス」の3つの基本タイプがあり、それぞれに得意な加工があります。
例えば、平面や直角な角を持つ形状を削るのか、滑らかな曲面を削るのかによって、適切なタイプを選択する必要があります。
●スクエアエンドミル:平面や溝の加工に使われる最も標準的な形状
スクエアエンドミルは、刃の先端が平らで、コーナー部が鋭利な90度の角になっている最も標準的なタイプです。
その形状から、平面削り、側面加工、溝加工など、幅広い用途で利用されます。
特に、部品の角をシャープな90度で仕上げたい場合に最適で、汎用性が非常に高いため、多くの加工現場で最初に使用されるエンドミルです。
●ボールエンドミル:滑らかな3次元曲面の加工に最適
ボールエンドミルは、刃の先端が半球状になっているエンドミルです。
この円を描く刃先形状を活かして、金型の自由曲面やデザイン性の高い部品など、滑らかな3次元形状を削り出すのに適しています。
特に、工具の軌跡を細かく制御しながら曲面をなぞるように削る「倣い加工」では必須の工具であり、主に仕上げ加工でその性能を発揮します。
●ラジアスエンドミル:コーナー部のR付けや刃先の強度確保に有効
ラジアスエンドミルは、スクエアエンドミルの刃先のコーナー部分に、小さな丸み(R)を付けた形状をしています。
これにより、加工したポケットの底の角にR形状(角R)を付けられるほか、刃先で最も欠けやすいコーナー部の強度を高める効果があります。
スクエアエンドミルよりも刃先の耐久性が高いため、荒加工から仕上げ加工まで幅広く使用されます。
刃の数で変わる加工効率と仕上げ面の精度
エンドミルの刃の数は、加工効率と仕上げ面の精度に直接影響します。
刃数が少ないと切りくずを排出する溝(ポケット)が大きくなり、刃数が多いと工具自体の剛性が高まります。
そのため、深い溝を掘る荒加工では刃数の少ないものを、高精度な仕上げ加工では刃数の多いものを選択するなど、目的に応じた使い分けが求められます。
●2枚刃:切りくずの排出性に優れ、深い溝加工に向いている
2枚刃のエンドミルは、刃と刃の間にある切りくずポケットが最も大きいのが特徴です。
これにより、切削時に発生する切りくずをスムーズに排出できます。
特にアルミニウムのような溶着しやすい材料の加工や、切りくずが詰まりやすい深い溝加工において優れた性能を発揮します。
刃数が少ない分、工具の剛性は低めになります。
●4枚刃(多刃):工具の剛性が高く、高精度な仕上げ加工に貢献する
4枚刃や、それ以上の5枚刃などの多刃エンドミルは、刃数が多いために工具の芯厚が太くなり、剛性が高まります。
工具がたわみにくくなるため、加工中のびびり振動を抑制し、滑らかで精度の高い仕上げ面を得やすくなります。
側面加工や浅い溝の仕上げ加工に適しており、1刃あたりの負荷を分散させながら安定した切削が可能です。
被削材に合わせた工具材質の選び方
エンドミルの性能は、その母材となる材質によって大きく左右されます。
削る対象である被削材(ワークの材質)の硬さや特性に応じて、最適な工具材質を選定することが重要です。
例えば、一般的な鋼材を削る場合と、ステンレスやアルミのような難削材を削る場合とでは、求められる工具の特性が異なり、選択を誤ると工具の摩耗が早まったり、加工品質が低下したりします。
●ハイス(高速度工具鋼):粘り強さが特徴で、低速回転での加工に適する
ハイス(高速度工具鋼、HSS)は、靭性(粘り強さ)に優れているため、刃が欠けにくいという特徴があります。この特性から、断続的な切削や、機械剛性が低い古いフライス盤での加工に適しています。超硬合金と比較すると高速切削には劣るものの、高温下でも硬さを維持する「赤熱硬さ」という特性を持ち、比較的安価であるため、幅広い現場で使用されています。
●超硬合金:高い硬度を持ち、高速・高効率な切削加工を実現する
超硬合金は、タングステンカーバイドなどを主成分とする非常に硬い材質で、耐摩耗性と耐熱性に優れています。
この特性により、ハイスよりも格段に速い回転速度での切削が可能となり、加工時間を大幅に短縮できます。
現代の剛性が高いマシニングセンタでの高能率加工には不可欠な材質ですが、硬い分もろく、衝撃で欠けやすいという側面も持ちます。
工具の性能を向上させるコーティングの重要性
エンドミルの表面に施されるコーティングは、工具の性能を飛躍的に向上させる重要な技術です。
チタンやアルミニウムなどを含む数マイクロメートルの薄い膜を表面に形成することで、耐摩耗性、耐熱性、潤滑性を高めます。
これにより、工具寿命が延長されるだけでなく、より高速な切削条件での加工が可能になります。
また、潤滑性が向上することで、切削油の使用を抑えた環境に優しい加工にも貢献します。
エンドミル加工の代表的な方法
エンドミルは、その形状と機能を活かして様々な加工方法に用いられます。
ここでは、部品製造の現場で日常的に行われる代表的な加工事例として「溝加工」「側面加工」「ポケット加工」を紹介します。
これらの基本的な加工方法のほか、刃の形状を工夫したテーパー加工など、応用的な手法も数多く存在し、加工事例の動画なども参考にすると理解が深まります。
溝加工:キー溝やT溝などを作る基本的な加工
溝加工は、エンドミルの外径を利用して、工作物の表面に直線や曲線の溝を掘り込む加工です。
モーター軸とプーリーを固定するためのキー溝などが代表的な例です。
この加工では、切りくずが溝の中に溜まりやすいため、排出性が重要となります。
工具の刃径や切り込みの深さ、切りくずの処理方法を適切に管理することが、安定した加工の鍵です。
側面加工:ワークの側面を平坦に削り出す加工
側面加工は、エンドミルの側面にある刃を使用して、工作物の側面を平坦に、あるいは段差形状に削り出す加工方法です。
部品の外周を成形したり、基準面を作ったりする際に用いられます。
広い面を削る際には、工具の径方向の切り込み量を適切に設定することで、加工効率と仕上げ面の品位を両立させることが可能です。
ポケット加工:金型のキャビティなど凹形状を掘り込む加工
ポケット加工は、工作物の内側を掘り下げて、底のある凹形状を作り出す加工方法です。
金型の部品を収めるキャビティや、電子部品を配置するための座面などがこれにあたります。
内径を持つ形状であるため、切りくずが内部に溜まりやすく、スムーズに排出するためのツールパスやエアブローなどの工夫が求められます。
切削方向の違い|ダウンカットとアップカットの特性
エンドミル加工には、工具の回転方向と送り方向の関係から「ダウンカット」と「アップカット」の2種類があります。
ダウンカットは、刃が材料に食い込む際の切り込みが厚く、切削抵抗が進行方向にかかるため、びびりが少なく仕上がりが綺麗になります。
一方、アップカットは切り込みが薄い方から始まり、工具を押し上げる方向に力が働くため、バックラッシのある古い機械でも安定しやすいという特性があります。
加工精度を左右する切削条件の決め方
エンドミル加工で高い精度と効率を実現するためには、適切な切削条件の設定が不可欠です。
切削条件とは、工具をどのくらいの速さで回転させ、どのくらいのスピードで動かし、一度にどれだけ削るかを決める数値のことです。
これらの条件が一つでも不適切だと、工具の破損や加工不良につながるため、慎重な設定が求められます。
回転速度(S):工具を1分間にどれだけ回転させるかの指標
回転速度(S)は、工具が1分間あたりに回転する回数を指し、単位はrpmで表されます。
この値は、被削材の材質や工具径に応じて決まる「切削速度(Vc)」から計算されます。
切削速度は、工具メーカーが材質ごとに推奨値を公開しています。
回転速度が速すぎると工具の摩耗が早まり、遅すぎると加工効率が低下するため、適切な速度設定が重要です。
送り速度(F):工具をどれくらいのスピードで移動させるかの指標
送り速度(F)は、工具が工作物に対して移動する速さを示す指標で、単位はmm/minで表されます。
この値は、刃1枚あたりの送り量(fz)、刃数(Z)、回転速度(S)を掛け合わせることで算出されます。
送り速度が速すぎると、仕上げ面の悪化や工具の欠損を招き、遅すぎると加工に時間がかかりすぎるだけでなく、摩擦熱による工具摩耗の原因にもなります。
切り込み量(ap/ae):一度に削り取る深さと幅
切り込み量は、一度の切削で工具がどれだけの量の材料を取り除くかを示す値です。
軸方向の切り込み量を「ap」、径方向の切り込み量を「ae」と呼びます。
これらの値を大きくすれば、加工時間を短縮できますが、その分工具や機械にかかる負荷が増大します。
工具の突き出し長さや機械の剛性を考慮し、びびり振動が発生しない範囲でバランスの取れた設定が必要です。
切削条件の計算式とメーカーが提供する推奨値の活用
回転速度や送り速度は、それぞれ計算式によって理論値を算出できますが、実際の加工では様々な要因が影響します。
そのため、最も実用的で安全な方法は、使用するエンドミルのメーカーが提供している推奨切削条件表を参考にすることです。
この推奨値を初期設定とし、加工中の音や振動、切りくずの状態を観察しながら微調整していくことで、現場の環境に最適な条件を見つけ出すことができます。
エンドミル加工でよくあるトラブルとその対策
エンドミル加工では、様々なトラブルが発生する可能性があります。
びびり振動による加工面の悪化や、工具の突然の折損などは、生産性を低下させるだけでなく、材料の無駄や機械の故障にもつながりかねません。
ここでは、代表的なトラブルの原因と対策を理解し、安定した加工を実現するための注意点について解説します。
「びびり振動」が発生する原因と抑制方法
びびり振動は、加工中に工具や工作物が自励振動を起こす現象で、加工面にうろこ状の模様が残る原因となります。
主な原因は、工具の突き出し長さが長い、工具や工作物の固定が不十分など、加工システム全体の剛性不足です。
対策としては、突き出し量をできるだけ短くする、より剛性の高いホルダや工具を使用する、回転速度や送り速度などの切削条件を調整することが有効です。
工具の折損や刃先の欠けを防ぐための注意点
工具の折損や刃先の欠けは、工具への負荷が許容範囲を超えたときに発生します。
過大な切り込み量や速すぎる送り速度、溝加工中における切りくずの詰まりなどが主な原因です。
これを防ぐには、切削条件をメーカーの推奨値内に収める、切りくずの排出性に優れた工具を選定する、エアブローやクーラントを効果的に使用して切りくずを強制的に排出する、といった対策が求められます。
加工面の仕上がりが粗くなる場合の対処法
加工面の表面粗さが悪化する、あるいは「むしれ」と呼ばれるささくれのような状態になる場合、いくつかの原因が考えられます。
不適切な切削条件、工具刃先の摩耗、切りくずの溶着によって発生する構成刃先などが代表的です。
対処法としては、送り速度を遅くして回転速度を上げる、摩耗した工具を交換する、潤滑性の高いコーティングが施された工具を使用する、切削方向をダウンカットに変更するなどが挙げられます。
切りくず詰まりによる加工不良を回避するポイント
特に深い溝やポケットの加工において、切りくずの排出がうまくいかないと、工具に切りくずが絡みついたり、溝の中で詰まったりします。
この切りくず詰まりは、工具の破損や加工面の悪化を引き起こす直接的な原因です。
これを回避するためには、切りくずポケットの大きい2枚刃エンドミルを選定する、高圧のクーラントやエアブローで切りくずを吹き飛ばす、一度に深く切り込まずに段階的に掘り進めるなどの工夫が有効です。
工具寿命を延ばすためのメンテナンスと交換時期の目安
エンドミルは消耗品ですが、適切な管理とメンテナンスを行うことで、その寿命を最大限に延ばし、トータルコストを削減できます。
工具の状態を定期的に目で確認し、適切なタイミングで交換することや、再研磨を有効活用することが、安定した品質の製品を効率的に生産する上で重要です。
摩耗状態から判断するエンドミルの交換タイミング
エンドミルの交換時期は、刃先の摩耗状態によって判断するのが基本です。
刃先の外周部分が削れていく「逃げ面摩耗」や、刃先が微小に欠ける「チッピング」などが発生したら交換のサインです。
また、加工寸法が安定しなくなった、加工中の音が変化した、仕上げ面が粗くなってきた、といった現象も工具が寿命に達していることを示しており、交換を検討すべきタイミングと言えます。
再研磨によるコスト削減のメリットと実施時の注意点
摩耗した超硬エンドミルは、専門業者に依頼して再研磨することで、切れ味を回復させて再利用できます。
新品を購入するよりも大幅にコストを削減できるのが最大のメリットです。
ただし、注意点として、再研磨を行うと刃径がわずかに小さくなるため、加工プログラムで工具径の補正が必要になります。
また、表面のコーティングも剥がれてしまうため、必要に応じて再コーティングを施す必要があります。
エンドミル加工に関するよくある質問
ここでは、エンドミル加工に関して初心者や経験の浅い方が抱きやすい疑問について、Q&A形式で解説します。
Q. エンドミルとフライスの違いは何ですか?
エンドミルは「工具」の名称であり、フライスは「加工方法」またはフライス盤という「工作機械」を指す言葉です。
つまり、「フライス盤という機械に、エンドミルという工具を取り付けて、フライス加工を行う」という関係になります。
ちなみに、旋盤は工作物を回転させて削るのに対し、フライスは工具を回転させて削るという違いがあります。
Q. アルミを削る場合、どのようなエンドミルを選べば良いですか?
切りくずの排出性に優れた、刃数が少なく(2~3枚刃)、すくい角が大きいアルミ専用のエンドミルが推奨されます。
アルミニウムは柔らかく粘り気があり、切削熱で溶けて工具に付着(溶着)しやすいため、切りくずを素早く排出し、切れ味を良くすることで、溶着と切りくず詰まりを防ぐ必要があるからです。
Q. 最適な切削条件はどのように見つければ良いですか?
まずは工具メーカーが提供する推奨条件を基準にし、実際の加工状況を見ながら微調整するのが最も安全で効率的です。
求める加工精度や寸法公差を満たすために、推奨値から回転速度や送り速度を少しずつ変えて、最も良い結果が得られるポイントを探します。
まとめ
エンドミル加工は、工具の側面と底面を使って多様な形状を生み出すフライス加工の中核技術です。
ドリルとの構造的な違いを理解し、加工目的に応じて刃先形状、刃数、材質、コーティングといった要素から最適な工具を選定することが重要です。
また、加工品質と効率は、回転速度、送り速度、切り込み量といった切削条件の設定に大きく左右されます。
メーカーの推奨値を参考にしつつ、びびり振動や工具折損などのトラブル対策を講じることが、安定した生産につながります。
👇関連記事はこちら

- 製品紹介
-
加工方法
-
放電加工「放電加工」とは、金属など電気を通す素材(導体)に対して、機械的な刃物で削るのではなく、 電気放電による熱エネルギーを使って材料を除去していく加工技術です。 一般に「EDM(Electrical Di..
-
ローレット加工ローレット加工とは?―滑り止めやデザイン性を高める表面加工 ローレット加工とは、金属部品の表面に細かい凹凸のパターン(滑り止め模様)を刻む加工方法です。旋盤などで「ローレット工具(ローレットホイール)..
-
板金加工板金加工とは?―金属板からの形状作成・加工技術 板金加工は、金属の薄板(鋼板、ステンレス、アルミ板など)を用い、切断・折り曲げ・パンチング・溶接・仕上げなどの工程で、機械部品・筐体・カバー・パネルなど..
-
- サクッと学べる金属加工の話
- 加工に関するお問い合わせ