精密加工品
不動態化処理とは?ステンレスを錆から守る仕組み・方法・注意点を解説
不動態化処理とは、ステンレスの表面に存在する「不動態皮膜」を、化学的な処理によってより強固で均一に再生させる表面処理技術です。
この処理の目的は、ステンレスが本来持つ優れた耐食性を最大限に引き出すことにあります。
加工工程で付着した不純物の除去や、破壊された皮膜の補修を行い、錆の発生を防ぎます。
本記事では、不動態化処理の仕組みから具体的な方法、注意点までを解説します。
不動態化処理の基本|ステンレスの耐食性を高める仕組み
ステンレスは鉄を主成分としながらも錆びにくい特性を持ちます。
これは、含有されるクロムが大気中の酸素と反応し、表面に極めて薄い「不動態皮膜」を自己形成するためです。
この皮膜がバリアとなり、内部の鉄が錆びるのを防ぎます。
不動態化処理は、この保護皮膜を人工的に、より確実かつ強固に形成させるための重要な工程です。
不動態化処理とはステンレスの錆を防ぐ表面処理のこと
不動態化処理は、硝酸やクエン酸などの酸化作用を持つ溶液にステンレス製品を浸漬させることで、表面の鉄分を優先的に溶解させ、主成分であるクロムの濃度を高める表面処理です。
これにより、クロムが酸素と効率的に結合し、緻密で安定した不動態皮膜が形成されます。
この化学的に生成された皮膜は、自然にできる皮膜よりも均一で強固なため、ステンレスの耐食性を大幅に向上させ、錆の発生を長期的に防ぐ効果があります。
ステンレスが本来持つ「不動態皮膜」の役割と再生の必要性
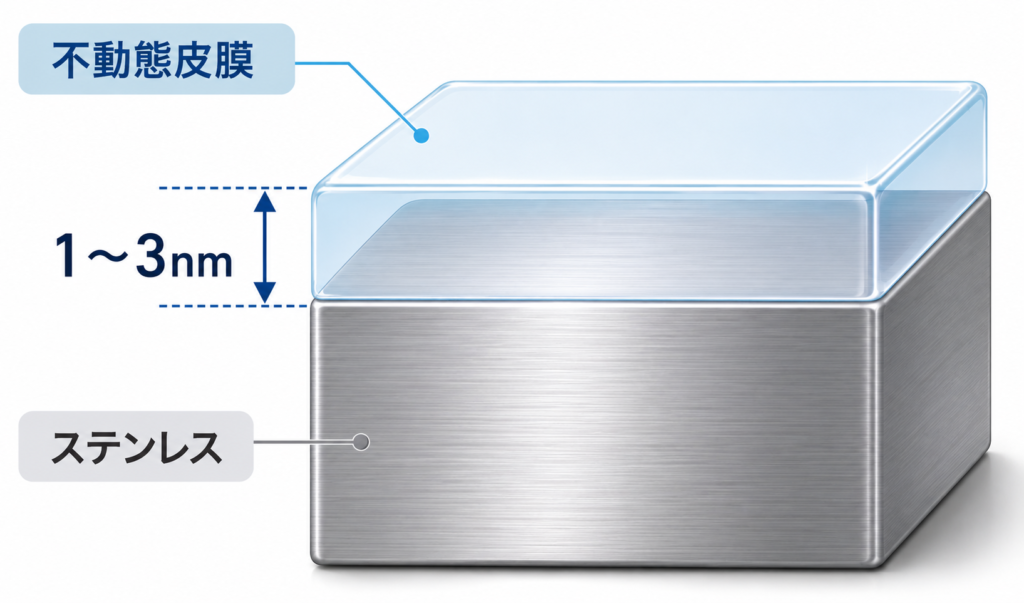
ステンレス表面に自然に形成される不動態皮膜は、主成分であるクロムと酸素が結合してできる酸化クロムの層です。
その膜厚はわずか1~3nm程度と非常に薄いにもかかわらず、非常に緻密で安定しており、腐食因子が内部に侵入するのを防ぐバリアとして機能します。
しかし、プレスや切削、溶接などの加工を行うと、この皮膜が物理的に破壊されたり、汚染されたりします。
そのため、加工後には不動態化処理によって皮膜を人工的に再生・強化し、本来の耐食性を回復させる必要があります。
目的が違う!不動態化処理と酸洗いの明確な差異点
不動態化処理と酸洗いは、どちらも酸を使用する処理ですが、その目的が根本的に異なります。
酸洗の主な目的は、溶接や熱処理によって発生した酸化スケールや錆を除去することです。
スケール除去のために比較的強い酸を使用しますが、耐食性を高める皮膜の形成は主目的ではありません。
一方、不動態化処理の目的は、強固な不動態皮膜を形成して耐食性を向上させることです。
工程として酸洗いの後に行われることが多く、それぞれの役割を理解して使い分けることが重要です。
なぜ不動態化処理はステンレス製品に不可欠なのか
ステンレス製品は、その製造過程において様々な加工が施されます。
これらの加工は、ステンレスが本来持つ耐食性の源である不動態皮膜を破壊したり、汚染したりする原因となります。
特に精密機器や化学プラントの配管など、高い信頼性が求められる分野では、不動態化処理によって耐食性を確実に回復させることが、製品の品質と寿命を保証する上で不可欠です。
加工で失われた耐食性を人工的に回復させるため
ステンレスは切削、曲げ、プレスといった機械加工や、溶接、熱処理などの工程を経ることで製品となります。
これらの加工時に生じる熱や物理的な力によって、表面の不動態皮膜は容易に破壊・変質してしまいます。
皮膜が失われた部分は、ステンレス内部の鉄が露出し、錆びやすい状態になります。
不動態化処理は、こうした加工によって部分的に失われた耐食性を製品全体にわたって均一に、かつ人工的に回復・強化させるために行われます。
鉄粉の付着による「もらい錆」を効果的に防止するため
製造工程では、切削工具や治具など、鉄製の器具がステンレス製品に接触します。
その際に微細な鉄粉がステンレス表面に付着することがあり、この鉄粉が錆びることで、あたかもステンレス自体が錆びたように見える「もらい錆」が発生します。
不動態化処理は、強固な皮膜を形成するだけでなく、表面に付着したこれらの鉄粉を化学的に溶解・除去する効果も持ちます。
これにより、もらい錆の発生源を根本から取り除き、製品の美観と品質を維持できます。
【種類別】不動態化処理の代表的な3つの方法
不動態化処理には、目的や対象となるステンレスの種類、環境への配慮などに応じていくつかの方法が存在します。
使用する薬品や処理の原理によって、得られる効果やコスト、作業の安全性などが異なります。
ここでは、工業的に広く用いられている代表的な3つの処理方法、硝酸浸漬法、クエン酸法、電解研磨法について、それぞれの特徴を解説します。
硝酸浸漬法:最も一般的な化学処理
硝酸浸漬法は、硝酸を主成分とする水溶液にステンレス製品を浸漬させる、最も古くから行われている一般的な不動態化処理です。
硝酸の持つ強力な酸化作用により、ステンレス表面の鉄分を効率よく溶解させ、クロムを濃縮することで、短時間で強固な不動態皮膜を形成できます。
多くのステンレス鋼種に適用可能で、コストパフォーマンスにも優れています。
ただし、硝酸は法律で定められた劇物に該当するため、取り扱いには専門的な知識と排気・排水設備が必要となります。
クエン酸法:環境負荷が少なく安全性が高い処理
クエン酸法は、食品にも使われるクエン酸を主成分とした処理液を用いる方法です。
硝酸に比べて人体への毒性が低く、環境負荷も少ないため、安全性が高いのが大きな特徴です。
このため、医療機器や食品関連の製造装置、半導体製造装置の部品など、特に安全性が重視される分野で採用が進んでいます。
硝酸法と比較すると酸化力がおだやかなため、処理に時間がかかる傾向がありますが、皮膜の品質は同等以上の効果が得られるとされています。
電解研磨法:耐食性と光沢を同時に向上させる処理
電解研磨法は、製品を陽極(プラス側)にして電解液に浸し、電流を流すことで表面を溶解させながら平滑化する処理です。
この過程で表面の鉄分が優先的に溶け出し、同時に不動態皮膜が形成されます。
ミクロレベルで表面の凹凸がなくなるため、汚れが付着しにくく、洗浄性が向上します。
また、金属光沢のある美しい仕上がりが得られるのも特徴です。
耐食性の向上と美観の付与を同時に実現できるため、高い付加価値が求められる製品に適用されます。
処理前に確認!ステンレス鋼種ごとの適合性と注意点

不動態化処理を効果的に行うためには、対象となるステンレス鋼種(SUS)の特性を理解しておくことが重要です。
ステンレスには成分や結晶構造によって多くの種類があり、それぞれ化学的な性質が異なります。
鋼種によっては、特定の処理方法が不適切であったり、特別な注意が必要になったりする場合があります。
ここでは、代表的な鋼種ごとの適合性と注意点について解説します。
オーステナイト系(SUS304, SUS316)の処理ポイント
SUS304やSUS316に代表されるオーステナイト系ステンレスは、クロムとニッケルを含有し、優れた耐食性と加工性を両立しているため、最も広く使用されています。
この系統は不動態皮膜が生成されやすく、不動態化処理の効果も安定して得られます。
一般的に、硝酸浸漬法やクエン酸法など、標準的な処理方法が問題なく適用可能です。
ただし、溶接などで鋭敏化が生じた場合は、粒界腐食を防ぐために適切な酸洗いと不動態化処理の条件設定が求められます。
フェライト系・マルテンサイト系(SUS430など)の処理ポイント
フェライト系(SUS430など)やマルテンサイト系(SUS410など)のステンレスは、オーステナイト系に比べてニッケルを含まないか、含有量が少ないのが特徴です。
これらの鋼種は、オーステナイト系よりも耐食性が若干劣る傾向があり、不動態化処理の条件設定には注意が必要です。
特に、高濃度の硝酸や長時間の処理は、表面が過度に溶解してしまう「過不働態」を引き起こす可能性があります。
そのため、比較的低濃度の処理液を使用したり、処理時間を短くしたりするなど、材質に適した条件管理が重要になります。
快削鋼(SUS303)で特に注意すべき水素脆化のリスク
SUS303は、被削性を向上させるために硫黄(S)やセレン(Se)を添加したオーステナイト系の快削ステンレス鋼です。
この添加成分は切削加工を容易にする一方で、酸処理の際に水素を発生させやすい性質があります。
発生した水素が鋼材の内部に侵入すると、金属の組織をもろくする「水素脆化」という現象を引き起こし、製品の機械的強度を著しく低下させる危険性があります。
そのため、SUS303の不動態化処理では、水素脆化のリスクが低い処理方法を選定するか、処理後にベーキング(脱水素のための加熱処理)を行うなどの対策が不可欠です。
品質を左右する!不動態化処理の重要な工程と管理項目
不動態化処理で安定した品質を得るためには、定められた手順と条件を遵守する工程管理が極めて重要です。
単に処理液に浸漬するだけでは、期待した耐食性は得られません。
処理前の準備から、処理中の条件管理、そして処理後の品質確認まで、一連の工程を正しく行うことで、初めて不動態化処理の効果が最大限に発揮されます。
成功の鍵は前処理にあり!脱脂・洗浄が不可欠な理由
不動態化処理の品質を決定づける最も重要な工程は、処理前に行う脱脂・洗浄です。
ステンレス製品の表面には、加工時に使用された切削油やプレス油、研磨剤、あるいは指紋などの油分や汚れが付着しています。
これらが残ったまま不動態化処理を行うと、処理液が表面に均一に接触できず、皮膜が正常に形成されません。
結果として、処理ムラや皮膜の欠陥が生じ、錆の原因となります。
アルカリ脱脂や溶剤洗浄などを用いて、表面を清浄な状態にすることが成功の絶対条件です。
処理効果を最大化する液濃度・温度・時間の管理方法
不動態化処理の効果は、使用する処理液の濃度、温度、そして製品を浸漬する時間の3つの要素によって大きく左右されます。
これらの条件は、対象となるステンレスの鋼種や製品の形状、求められる耐食性のレベルに応じて最適化する必要があります。
例えば、液濃度が高すぎたり、温度が高すぎたりすると、過剰溶解を引き起こす可能性があります。
逆に、濃度や温度が低すぎたり、時間が短すぎたりすると、不完全な皮膜しか形成されません。
これらのパラメータを厳密に管理することが、安定した品質の確保につながります。
処理後の品質はこうして確認!代表的な評価試験の方法
不動態化処理が適切に行われたかを確認するために、いくつかの評価試験が用いられます。
代表的なものに、表面の清浄度を確認する「水濡れ試験(水切れ試験)」があります。
これは、表面に水をかけた際に、水が弾かれずに均一な膜となって濡れるかどうかで、油分などの残留汚染がないことを確認する方法です。
また、表面に残存する鉄分を検出する「フェロキシル試験」や、より厳しい耐食性を評価するための「塩水噴霧試験」などがあり、製品の用途や要求仕様に応じて適切な方法で品質を保証します。
不動態化処理に関するよくある質問
ここでは、不動態化処理の導入を検討する際に、実務担当者からよく寄せられる質問とその回答をまとめました。
不動態化処理の費用や納期はどのくらいかかりますか?
費用や納期は、製品のサイズ、形状、数量、処理方法によって大きく変動します。
一点ものの大型製品と大量生産の小物部品では、単価やリードタイムは全く異なります。
正確な情報を得るには、図面などの仕様を提示した上で、複数の専門業者に見積もりを依頼し、比較検討することが最も確実です。
不動態化処理は自分で行うことはできますか?
小規模な部品であれば理論上は可能ですが、一般的には推奨されません。
特に硝酸などの劇物を使用する場合は、専門知識や法規制に準拠した排気・排水設備が必須です。
また、廃液の処理も法規制に従う必要があります。
品質の安定性や安全管理の観点から、信頼できる専門業者に委託するのが賢明です。
不動態化処理の効果はどのくらい持続しますか?
適切に処理された不動態皮膜は非常に安定しており、製品が使用される環境に大きく依存します。
屋内などの穏やかな環境下では半永久的に効果が持続します。
しかし、沿岸部での塩害や、傷が付きやすい環境、腐食性ガスに晒される場所などでは皮膜が破壊され、耐食性は低下するため、定期的な洗浄などのメンテナンスが重要です。
まとめ
不動態化処理は、ステンレス製品が持つ耐食性を最大限に引き出すための重要な表面処理技術です。
加工によって損なわれた保護皮膜を化学的に再生・強化し、錆や腐食から製品を守ります。
この不動態皮膜の考え方は、ステンレスだけでなく、同じく表面の強固な酸化皮膜によって高い耐食性を示すアルミやチタンといった金属にも共通するものです。
金属の特性を正しく理解し、用途に応じた適切な表面処理を施すことが、製品の品質と信頼性を高めます。
👇関連記事はこちら

- 製品紹介
-
加工方法
-
放電加工「放電加工」とは、金属など電気を通す素材(導体)に対して、機械的な刃物で削るのではなく、 電気放電による熱エネルギーを使って材料を除去していく加工技術です。 一般に「EDM(Electrical Di..
-
ローレット加工ローレット加工とは?―滑り止めやデザイン性を高める表面加工 ローレット加工とは、金属部品の表面に細かい凹凸のパターン(滑り止め模様)を刻む加工方法です。旋盤などで「ローレット工具(ローレットホイール)..
-
板金加工板金加工とは?―金属板からの形状作成・加工技術 板金加工は、金属の薄板(鋼板、ステンレス、アルミ板など)を用い、切断・折り曲げ・パンチング・溶接・仕上げなどの工程で、機械部品・筐体・カバー・パネルなど..
-
- サクッと学べる金属加工の話
- 加工に関するお問い合わせ