精密加工品
ロストワックス鋳造とは?製法やコスト、製品の用途まで解説
ロストワックス鋳造は、精密な金属製品を作るための代表的な鋳造製法の一つです。
この工法は、ロウで製作した模型をセラミックで覆って鋳型を作り、内部のロウを溶かして除去した後に金属を流し込むという特徴を持ちます。
複雑な形状を高精度で再現できるため、工業製品から宝飾品まで幅広い用途で利用されています。
本記事では、ロストワックスの製法や他の工法との違い、メリット・デメリット、コスト、製品の具体的な用途までを解説します。
ロストワックス鋳造とは?蝋で精密な金属部品を作る鋳造法
ロストワックス鋳造とは、ワックス(ロウ)でつくった模型を鋳型とし、精密な金属部品を製造する方法です。
まずワックスで製品の原型を作り、その周りをセラミックでコーティングして硬化させ鋳型とします。
次に、鋳型を加熱して内部のワックスを溶かし出すことで、製品形状の空洞ができます。
この空洞に溶かした金属を流し込み、冷やし固めることで金属製品が完成します。
この製法は「インベストメント鋳造」とも呼ばれ、精密鋳造法の一つとして知られています。
「失われる蝋」が名前の由来!ロストワックスの仕組みと原理
ロストワックスという名前は、その製造工程に由来します。
鋳型を作る際に使用したワックス模型を、加熱によって溶かして除去することからLostWaxと呼ばれています。
このワックスを溶かし出す脱ロウという工程が、本製法の最も特徴的な部分です。
この基本的な原理は古代から存在し、仏像や美術品の製作にも用いられてきた歴史があります。
現代では、この原理を応用した精密な使い方が工業分野で広く採用されています。
【図解】ロストワックス鋳造の8つの製造工程をステップ解説

ロストワックス鋳造は、複数の工程を経て製品が完成します。
ワックスで原型を作る工程から始まり、最終的な仕上げ加工に至るまで、その製造工程は大きく8つのステップに分けられます。
ここでは、それぞれの工程の手順を詳しく解説します。
1. 金型を使いワックス模型(原型)を製作する
まず、最終製品と同じ形状のワックス模型(原型)を製作します。
量産の場合は、あらかじめ製作しておいた金型に、溶かしたワックスを射出成形機で注入してワックス模型を作ります。
金型の形状がワックスに精密に転写されるため、この金型の精度が製品の品質を左右します。
試作品など一点ものの場合は、ワックスの塊を手で削ったり、3Dプリンターで出力したりして原型を製作することもあります。
2. ワックス模型を複数組付けツリー状にする
製作したワックス模型を、「湯口」や「湯道」と呼ばれるワックス製の棒に複数くっつけて組み立てていきます。
この組み立てられた状態が木の枝のように見えることから「ツリー」と呼ばれます。
湯口は溶かした金属を流し込む入り口となり、湯道は金属が各模型に行き渡るための通り道です。
ツリー状にすることで、一度の鋳込み作業で多数の製品を効率的に生産できます。
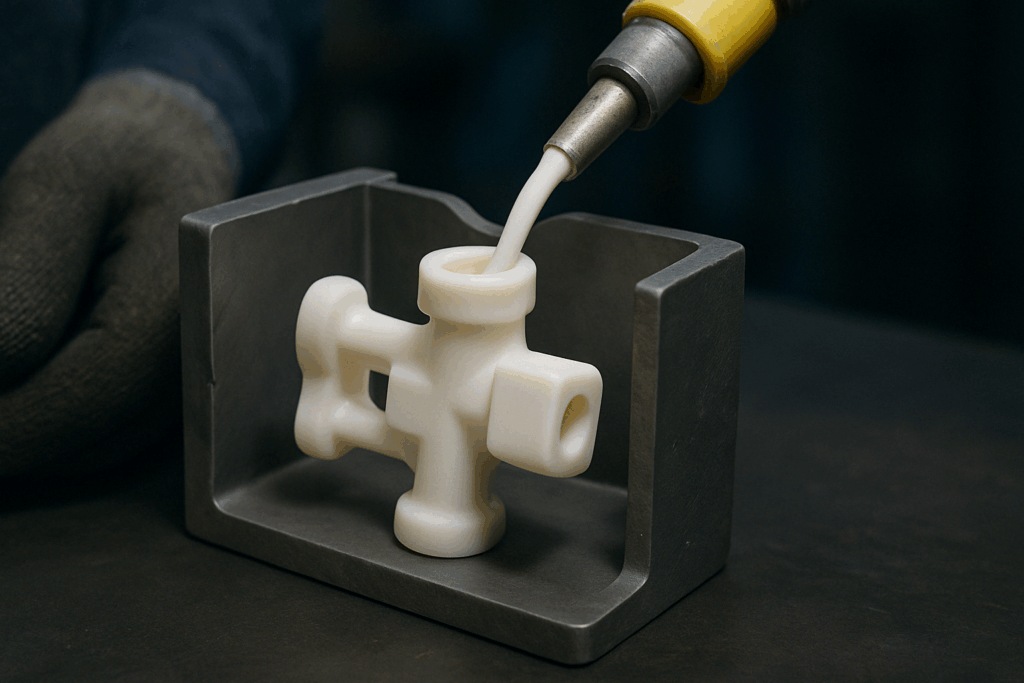
3. セラミックでコーティングし鋳型を作る
ツリー状のワックス模型を、液状のセラミック(スラリー)に浸してコーティングし、乾燥させる工程を繰り返します。
この作業を重ねることで、ワックス模型の周りに数ミリの厚さを持つセラミックの層が形成されます。
このセラミック層が鋳型(モールド)となります。
セラミックの粒子が細かいため、ワックス模型の精密な形状を忠実に再現できます。
強度を高めるために、セラミックをコーティングした後に耐火性の砂を振りかけることもあります。
4. 加熱して内部のワックスを溶かし出す(脱蝋)
セラミックのコーティングが十分に乾燥・硬化したら、鋳型を専用の炉に入れて加熱します。
高温で加熱することにより、内部のワックスだけが溶けて鋳型の外部へ流れ出します。
この工程を「脱ロウ(だつろう)」と呼びます。
脱ロウ後の鋳型内部には、ワックス模型があった部分が空洞として残り、これが溶かした金属を流し込むための空間となります。
設定する温度管理が重要な工程です。
5. 鋳型を高温で焼き固める(焼成)
脱ロウを終えた鋳型は、さらに高温の焼成炉で焼かれます。
この焼成という熱処理工程には二つの目的があります。
一つは、鋳型に残った不純物を取り除き、鋳型の強度を高めることです。
セラミック粒子が焼結することで、高温の金属を流し込んでも割れない頑丈な鋳型になります。
もう一つは、次の鋳込み工程で溶融金属をスムーズに流し込むために、あらかじめ鋳型を高温に予熱しておく目的があります。
6. 溶かした金属を鋳型に流し込む(鋳込み)
高温で焼成された鋳型に、目的の金属を溶かした溶湯を流し込む「鋳込み」作業を行います。
鋳型を高温に保ったまま金属を流し込むことで、溶湯が鋳型の隅々まで行き渡りやすくなり、湯流れ不良といった欠陥を防ぎます。
この工程により、ワックス模型があった空洞部分が金属に置き換わり、鋳物が形成されます。
複数の部品を溶接することなく、一体形状の部品を作れるのが特徴です。
7. 鋳型を壊して中の製品を取り出す
金属が完全に冷えて固まった後、鋳型を取り外します。
ロストワックスの鋳型は、ハンマーで叩き割ったり、サンドブラストやウォータージェットを吹き付けたりして破壊し、中の金属製品を取り出します。
このように、鋳型は一度しか使用できず、製品を取り出す際に壊してしまうのがロストワックス鋳造の大きな特徴です。
鋳型を削るようにして、慎重に製品を取り出す必要があります。
8. 製品を切り離し仕上げ加工を行う
鋳型から取り出した製品は、まだツリー状で湯口や湯道とつながっています。
まず、これらの不要な部分を工具で切断し、製品を一つずつ切り離します。
その後、切断面やバリをやすりやグラインダーで削り、滑らかに整えます。
必要に応じて、ショットブラストや研磨といった表面処理を行い、削りカスを取り除き、指定された寸法精度や面粗度に仕上げて製品が完成します。
ロストワックス鋳造が選ばれる5つのメリット
ロストワックス鋳造は、他の製造方法では難しい要求に応えられる多くのメリットを持っています。
複雑な形状の再現性や美しい仕上がり、多様な材料への対応力など、その利点は多岐にわたります。
ここでは、ロストワックスが選ばれる5つの主要なメリットを解説します。
メリット1:複雑で一体化した形状も高精度に再現できる
ロストワックス鋳造の最大のメリットは、寸法精度が非常に高く、複雑な形状の部品を一体で製造できる点です。
アンダーカットや中空といった、切削加工では再現が難しい形状も、ワックス模型を製作することで容易に実現できます。
また、細かい文字や微細な模様も忠実に再現可能で、設計の自由度を大幅に高められます。
これにより、複数の部品を溶接・組立する工程を省略し、一体化による強度向上とコストダウンを両立できます。
メリット2:表面が滑らかで美しい仕上がりになる
鋳物の表面状態(鋳肌)が非常に滑らかで美しいことも、ロストワックスの大きな利点です。
鋳型に微細なセラミックの粉末を使用するため、砂型鋳造などで見られるようなザラザラした表面にならず、滑らかな仕上がりが得られます。
表面粗さが小さいため、後加工での研磨や切削の工程を削減、あるいは不要にできる場合があります。
製品の見た目や色合いが重要視される装飾品や外観部品にも適しています。
メリット3:ステンレスやチタンなど多様な金属材料に対応可能
ロストワックス鋳造は、幅広い種類の金属材料に対応できる点もメリットです。
炭素鋼や合金鋼、錆びにくいステンレス、軽量なアルミ合金、加工性に優れた真鍮などの銅合金まで、製品の用途や求められる特性に応じて様々な材料を選択できます。
また、融点が高く加工が難しいチタン合金や特殊合金の鋳造も可能です。
特にステンレス鋳造は、耐食性や強度が求められる部品で多用されています。
メリット4:後工程の切削加工を減らしコストを削減できる
寸法精度が高い「ニアネットシェイプ(最終形状に近い形)」で製造できるため、鋳造後の機械加工を大幅に減らせるのが特長です。
切削加工や研磨といった後工程の工数を削減できることから、材料の無駄が少なくなり、トータルの加工コストを抑えることが可能です。
特に、切削が困難な硬い材料や、複雑な形状で加工に時間がかかる部品において、コスト削減効果が大きくなります。
メリット5:小ロットから量産まで柔軟な生産体制を組める
ロストワックスは、生産量に応じて柔軟に対応できる製造方法です。
ワックス模型を作るための金型は、ダイカストなどに使用される金型と比較して安価に製作できます。
そのため、数個単位の小ロット生産から、金型を用いて数千個単位の量産まで、幅広い生産規模に対応可能です。
一点ものの試作品から大量生産まで、製品ライフサイクルの様々な段階で活用できる少量多品種生産に適した工法といえます。
知っておきたいロストワックス鋳造の3つのデメリット

ロストワックス鋳造は多くのメリットを持つ一方で、いくつかのデメリットも存在します。
コストや納期、製造可能な製品サイズなど、他の工法と比較して不利になる点も理解しておくことが重要です。
ここでは、ロストワックスの採用を検討する際に知っておきたい3つのデメリットと、鋳巣などの欠陥が発生する難しさについて解説します。
デメリット1:他の鋳造法と比較してコストが高くなる傾向がある
ロストワックス鋳造は、他の鋳造法、特に砂型鋳造などと比較して製品1個あたりのコストが高くなる傾向があります。
その理由は、製造工程が多岐にわたり複雑であることや、鋳型を製品ごとに壊して作る「使い捨て」であるためです。
多くの手作業を要することも、価格が上がる一因となります。
ただし、後工程の機械加工を削減できるため、トータルコストでは有利になる場合もあります。
デメリット2:ワックス模型を作るための金型製作に時間と費用がかかる
量産を行う場合、ワックス模型を効率的に生産するための金型が必要不可欠です。
この金型の設計と製作には、数週間から数ヶ月の期間と、数十万円以上の初期費用がかかります。
そのため、金型が完成するまでのリードタイムが長く、製品開発全体の納期に影響を与える可能性があります。
特に、開発期間が短い製品や、急な設計変更が予想される場合には、この点がデメリットとなります。
デメリット3:大型製品の製造には適していない
ロストワックス鋳造は、比較的小さな部品の製造を得意としており、大型製品の製造には向いていません。
一般的には、手のひらに乗るサイズから、重くても数キログラム程度の製品が主流です。
鋳型をセラミックコーティングで形成するため、製品が大きくなると自重で鋳型が変形したり、割れたりするリスクが高まります。
また、サイズが大きくなるとコストも大幅に増加するため、大型製品には他の鋳造法が選択されます。
他の製造方法との違いを比較|ダイカスト・MIM・3Dプリンター

ロストワックス鋳造は多くの特徴を持っていますが、製品の材質や形状、生産数によっては他の製造方法が適している場合もあります。
ここでは、代表的な製造方法である「ダイカスト」「MIM(金属粉末射出成形)」「金属3Dプリンター」を取り上げ、それぞれの工法とロストワックスとの違いを比較します。
ダイカスト製法との違い
ダイカストは、金型に溶融金属を高圧で注入して成形する鋳造法です。
ロストワックスよりも生産スピードが速く、大量生産におけるコストを低く抑えられるため、自動車部品などで多用されます。
しかし、金型が高価であることや、高圧をかけるため金型寿命が短いという違いがあります。
また、アルミや亜鉛など低融点の金属が中心で、鉄やステンレスには対応できません。
一方、ロストワックスは小ロットから対応可能で、多様な金属材料を選べます。
MIM(金属粉末射出成形)との違い
MIM(MetalInjectionMolding)は、金属の微粉末と樹脂を混ぜた材料を金型に射出成形し、その後、焼結して金属部品を作る製法です。
ロストワックスよりもさらに寸法精度が高く、より複雑で微細な形状の部品を大量生産するのに適しています。
しかし、金型費用や材料コストが非常に高いため、小型で付加価値の高い部品の量産に特化した工法といえます。
ロストワックスはMIMよりコストを抑えつつ、中程度のロット数に対応できる点が異なります。
金属3Dプリンターとの違い
金属3Dプリンターは、3Dデータをもとに金属粉末をレーザーで一層ずつ溶かし固めて積層し、立体物を造形する技術です。
金型が不要なため、1個からでも極めて複雑な形状の部品を製作できます。
試作品や超少量生産に最適ですが、造形に時間がかかり、製品1個あたりのコストは非常に高価です。
ロストワックスは金型を用いることで、3Dプリントよりも量産時のコストを大幅に抑えられるという違いがあります。
ロストワックス製品の具体的な用途例
ロストワックス鋳造は、その高い寸法精度と形状自由度から、様々な分野で活用されています。
工業製品から個人の趣味の作品まで、私たちの身の回りにある多くの製品がこの技術によって生み出されています。
ここでは、具体的な用途を「工業製品分野」と「工芸・装飾品分野」に分けて紹介します。
工業製品分野:自動車部品から医療機器まで
工業分野では、高い性能と信頼性が求められる部品にロストワックスが採用されています。
例えば、自動車のエンジン部品やターボチャージャーのタービンホイール、航空機のジェットエンジン部品などが挙げられます。
他にも、強度が必要な工具や特殊な形状のネジ、医療分野では人工関節やインプラント、歯科治療で用いられる金属製の歯(オールセラミッククラウンの土台など)の製造にも活用されています。
工芸・装飾品分野:ジュエリーやフィギュアなど
ロストワックスは、微細なデザインを忠実に再現できるため、工芸品や装飾品の分野でも広く用いられています。
指輪(リング)やネックレスといったジュエリー、キャラクターのフィギュア、ゴルフのクラブヘッド、美術工芸品など、デザイン性が重視される作品の製作に適しています。
個人作家がオリジナルのアクセサリー作品を作る際にも、この技法が活用されます。
3Dプリンターの活用で進化するロストワックス鋳造
伝統的な製法であるロストワックス鋳造は、近年、3Dプリンターという最新技術と融合することで大きな進化を遂げています。
特に、ワックス模型を製作する工程で3Dプリンタを活用することにより、従来の製法が抱えていた課題を克服し、開発のスピードアップやコスト削減が可能になりました。
光造形方式で出力したレジンなども原型として利用されています。
ワックス模型を3Dプリンターで製作するメリット
最大のメリットは、金型を製作せずにワックス模型(または焼失可能なレジン模型)を直接作れる点です。
3DCADデータがあれば、すぐに模型の出力が可能なため、金型製作にかかる時間とコストを完全に削減できます。
これにより、開発初期段階での試作や、デザイン確認のためのモックアップ製作が迅速かつ低コストで行えます。
形状の修正もデータを修正するだけで済むため、製品開発の柔軟性とスピードが飛躍的に向上します。
ロストワックスに関するよくある質問
ロストワックス鋳造での製品製作を検討する際、多くのメーカーの担当者や設計者が疑問を持つ点があります。
ここでは、コスト感や発注ロット、対応材料といった、よくある質問とその回答をまとめました。
専門のラボや工具、関連する展示会などで情報を集めることも有効です。
Q. ロストワックス鋳造の費用はどのくらいかかりますか?
費用は製品の形状やサイズ、材質、生産数、金型の要否で大きく変動するため、一概には言えません。
一般的に、初期費用として金型費、製品単価として材料費や加工費がかかります。
複雑な形状ほどコストは上がります。
正確な価格を知るには、図面をもとにメーカーへ見積もりを依頼する必要があります。
Q. 個人でも1個から製作を依頼できますか?
はい、多くの業者が個人からの1個(小ロット)単位での製作依頼に対応しています。
試作品や趣味の創作物など、少量のニーズにも応えてくれます。
ただし、金型を製作すると高額になるため、単品の場合は3Dプリンターで原型を作る方法が主流です。
近年は、中国やタイなど海外業者に依頼する選択肢もあります。
Q. 対応できる金属の種類には何がありますか?
ステンレス鋼、炭素鋼、アルミ合金、銅合金(真鍮、青銅)、チタン合金など、非常に多岐にわたる材料に対応可能です。
ただし、業者によって保有設備や得意な材料が異なるため、希望の材質で製造可能か事前に確認が必要です。
材料の販売ではなく、指定された材料での部品加工を請け負うのが一般的です。
まとめ
ロストワックス鋳造は、ロウの模型を用いて精密な金属製品を生み出す工法です。
複雑な形状を高精度に再現でき、表面が滑らかに仕上がるという特長を持ちます。
鋳型は一度しか使えず再利用はできませんが、金型は何度でも使用できるため、小ロットから量産まで柔軟に対応可能です。
他の工法とのメリット・デメリットを比較し、製品の仕様やコスト、納期に合わせて最適な製造方法を選択することが重要です。
👇関連記事はこちら

- 製品紹介
-
加工方法
-
放電加工「放電加工」とは、金属など電気を通す素材(導体)に対して、機械的な刃物で削るのではなく、 電気放電による熱エネルギーを使って材料を除去していく加工技術です。 一般に「EDM(Electrical Di..
-
ローレット加工ローレット加工とは?―滑り止めやデザイン性を高める表面加工 ローレット加工とは、金属部品の表面に細かい凹凸のパターン(滑り止め模様)を刻む加工方法です。旋盤などで「ローレット工具(ローレットホイール)..
-
板金加工板金加工とは?―金属板からの形状作成・加工技術 板金加工は、金属の薄板(鋼板、ステンレス、アルミ板など)を用い、切断・折り曲げ・パンチング・溶接・仕上げなどの工程で、機械部品・筐体・カバー・パネルなど..
-
- サクッと学べる金属加工の話
- 加工に関するお問い合わせ