精密加工品
溝フライスとは?溝加工での種類・選び方と作業のコツを解説
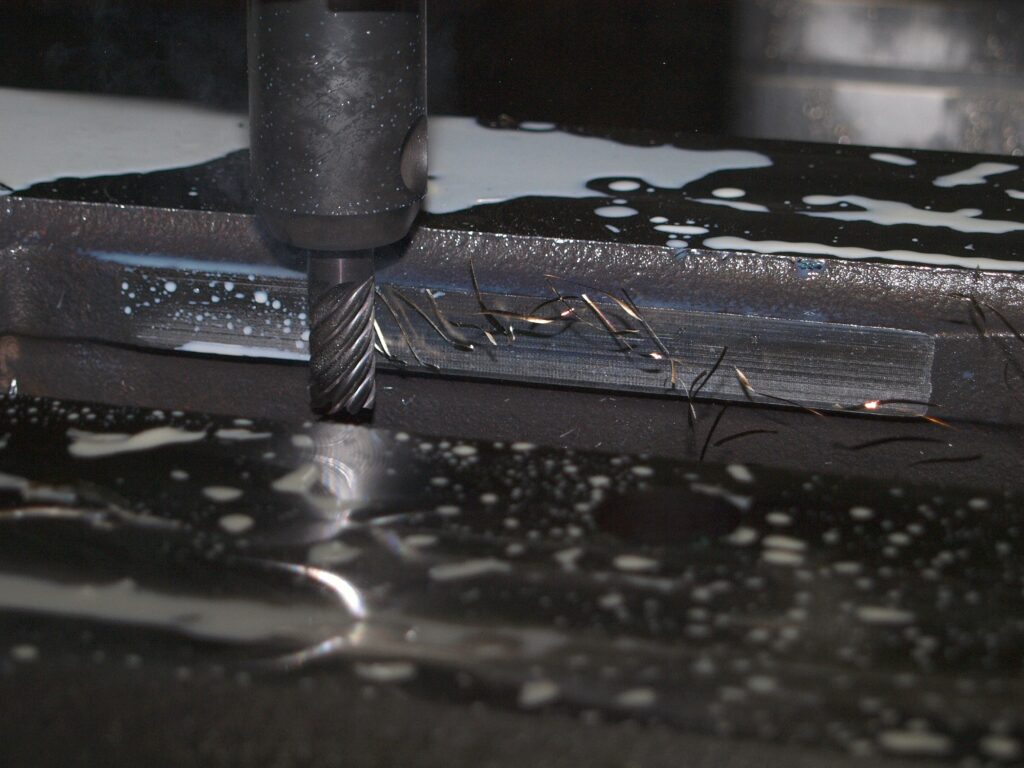
溝フライスとは、金属などの材料に溝を加工する際に使用される切削工具のことです。
円盤状の外周に切れ刃がついており、これを回転させて工作物を切削します。
この記事では、溝フライスの基本的な知識から、エンドミルとの違い、代表的な種類と用途、そして高精度な溝加工を実現するための選び方と作業のコツまでを網羅的に解説します。

溝フライスとは?エンドミルによる溝加工との基本的な違い

溝フライスは、円盤の外周にある切れ刃を用いて溝を切削する工具で、主に横フライス盤やマシニングセンタに取り付けて使用されます。
工具の厚みで溝の幅が決まるため、一度の加工で正確な幅の溝を効率良く掘ることが可能です。
一方、エンドミルは先端と外周の刃で切削を行い、工具径よりも大きな幅の溝も複数回の加工で対応できる汎用性があります。
しかし、深い溝加工ではたわみやすく、剛性の面では溝フライスに劣ります。
そのため、同じ幅の溝を大量に加工する場合や、深い溝を高能率で加工する際には溝フライスが適しています。
【形状で使い分ける】溝フライスの代表的な種類とそれぞれの用途
溝フライスには様々な種類があり、加工したい溝の形状や寸法によって使い分ける必要があります。
代表的なものとして、深い溝入れに適した「側フライス」、狭い溝を加工する「スリワリフライス」、T字型の溝を作る「Tスロットカッター」、台形の溝を加工する「アリ溝カッター」などが挙げられます。
それぞれの特徴を理解し、目的に合った工具を選定することが、高精度で効率的な加工の第一歩となります。
側フライス(サイドカッター・溝フライスS):深い溝や段差の加工に用いる基本工具
側フライスは、円盤の両側面と外周に切れ刃を持つ、溝フライスの中でも基本的な工具です。
サイドカッターとも呼ばれ、その名の通り横方向からの切削を得意とします。
剛性が高いため、深い溝を一気に加工したり、重切削を行ったりする用途に適しています。
また、複数の側フライスを組み合わせて同時に複数の溝を加工したり、工作物の側面を削る段差加工に用いたりすることも可能です。
刃の形状には、ストレートな平刃と、切れ味を良くするためにねじれを持たせた千鳥刃があります。
スリワリフライス(メタルソー):狭い溝入れや薄い材料の切断に最適
スリワリフライスは、側フライスに比べて刃厚が非常に薄く作られているのが特徴です。
その形状からメタルソーとも呼ばれ、主にマイナスネジの頭にあるような細い溝(すり割り)を入れるために使用されます。
また、キー溝のような狭い幅の溝加工や、薄い金属板の切断(スリッティング)にも最適です。
刃厚のバリエーションが非常に豊富で、0.1mm単位の精密な溝加工に対応できる製品も存在します。
ただし、刃が薄く破損しやすいため、切削条件の設定には注意が必要です。
Tスロットカッター:工作機械のテーブルにあるようなT字溝を加工する
Tスロットカッターは、T字の断面形状を持つ溝を加工するための専用工具で、T溝フライスとも呼ばれます。
この加工は一度では行えず、まずエンドミルなどでT字の上部にあたる四角い溝を掘り、次にTスロットカッターで底部の左右を広げてT字形状に仕上げるという二段階の工程が必要です。
主に、工作機械のテーブルや治具プレート上で、ワークや固定具をボルトで取り付けるためのT溝加工に用いられます。
首の部分が細く、刃部が広い特殊な形状をしています。
アリ溝カッター:スライド部の案内面となる台形の溝を加工する
アリ溝カッターは、断面が台形(蟻の頭の形に似ていることから命名)の溝を加工する専用工具です。
アリ溝フライスとも呼ばれ、主に工作機械のテーブルや測定器の送り装置など、二つの部品が摺動(スライド)する部分の案内面として利用される「アリ溝」の加工に用いられます。
この工具もTスロットカッターと同様に、先にストレートな溝を加工してから使用します。
刃の角度には45度や60度などの種類があり、設計に応じて適切な角度の工具を選定する必要があります。
失敗しない溝フライスの選び方|3つの重要チェックポイント
溝フライスを選定する際には、加工の目的や条件に合わせて適切な工具を選ぶことが不可欠です。
選択を誤ると、加工精度が出ないだけでなく、工具の早期摩耗や破損につながる可能性もあります。
ここでは、工具選定で失敗しないために押さえておくべき3つの重要なチェックポイントを解説します。
形状、寸法、そして材質の観点から、最適な一本を見極めるための基準を明確にします。
ポイント1:加工したい溝の「形状」に合った種類を選択する
最も基本的な選定ポイントは、加工する溝の形状に適した種類の溝フライスを選ぶことです。
例えば、単純な四角い溝であれば側フライス、T字型の溝であればTスロットカッター、台形の溝であればアリ溝カッターがそれぞれ必要です。
特殊な形状の溝に対して不適切な種類の工具を使用すると、目的の形状に加工できないばかりか、工具や工作機械に過大な負荷がかかり、破損や事故の原因となる恐れがあります。
まずは図面をよく確認し、どのような断面形状の溝が必要なのかを正確に把握することが重要です。
ポイント2:溝の「幅と深さ」に応じた正確な寸法の工具を選ぶ
溝の寸法、特に「幅」と「深さ」は工具選定における重要な要素です。
溝フライスによる加工では、工具の刃厚がそのまま溝の幅となります。
そのため、図面で要求される溝幅の公差を満たす、正確な刃厚の工具を選ばなければなりません。
また、溝の深さに応じて工具の外径を選定します。
深い溝を加工する際は、工具を取り付けるアーバや機械の主軸頭が工作物に干渉しないよう、十分な直径を持つ工具が必要です。
逆に、必要以上に大きな径の工具は剛性が低下したり、適切な回転数を得にくくなったりする場合もあります。
ポイント3:ワーク(被削材)の「材質」に適した刃の素材を選ぶ
加工対象となる工作物(被削材)の材質によって、工具の刃先に求められる性能は大きく異なります。
一般的に、工具の材質にはハイス(高速度鋼)と超硬合金の2種類が広く用いられます。
ハイスは靭性(粘り強さ)に優れ、断続的な切削や振動が発生しやすい加工でも欠けにくい特性を持ち、軟鋼などの加工に適しています。
一方、超硬合金は非常に硬く耐摩耗性が高いため、ステンレス鋼や高硬度鋼の加工、あるいは高速加工で優れた性能を発揮します。
被削材の硬度や特性に合わせて最適な工具材質を選ぶことが、安定した加工と工具寿命の向上につながります。
高精度な溝加工を実現するための作業のコツ
適切な溝フライスを選定した後は、実際の加工工程で精度を高めるための工夫が求められます。
加工精度は、工具の選定だけでなく、ワークの固定方法や切削条件の設定、切り屑の処理といった現場での作業内容に大きく左右されます。
ここでは、仕上げ面の品質を向上させ、安定した高精度な溝加工を実現するために、作業者が押さえておくべき実践的な3つのコツを紹介します。
コツ1:ワークを万力で確実に固定し加工中の振動(ビビり)を防ぐ
高精度な加工の基本は、工作物を加工中に動かないよう、万力やクランプで確実に固定することです。
特に溝フライスによる加工は切削抵抗が大きくなりやすく、固定が不十分だと加工中に振動、いわゆる「ビビり」が発生します。
ビビりは仕上げ面のむしれや寸法精度の悪化を招くだけでなく、工具の刃先が欠ける原因にもなります。
ワークは平行台金を敷いて水平を確保し、切削する箇所のできるだけ近くを、均等な力でしっかりと締め付けて固定することが重要です。
コツ2:切削条件を最適化し工具の寿命と仕上げ面を向上させる
切削条件とは、工具の回転数、刃物の一刃あたりの送り量、そして切り込み深さの3つの要素を指します。
これらの条件は、加工能率、仕上げ面の品質、そして工具の寿命に直接影響します。
例えば、回転数が速すぎると刃先の摩耗が激しくなり、遅すぎると切削効率が落ちます。
送り速度が不適切だと、仕上げ面が荒れたり、工具が破損したりする原因となります。
工具メーカーが提供する推奨切削条件表を参考に、使用する機械の剛性や被削材の材質を考慮しながら、最適な条件を見つけ出す作業が求められます。
コツ3:切り屑の排出をスムーズに行い加工不良を防止する
溝加工は、切り屑が加工箇所に溜まりやすいという特徴があります。
排出されなかった切り屑が工具と工作物の間に再び噛み込まれると、仕上げ面に傷をつけたり、切削抵抗を増大させて工具の破損を引き起こしたりする原因となります。
これを防ぐためには、切り屑の排出をスムーズに行う工夫が必要です。
切削油(クーラント)を十分にかけることで、切り屑を洗い流すとともに、刃先の冷却と潤滑も行えます。
また、深い溝を加工する際には、圧縮空気(エアブロー)を併用して強制的に切り屑を吹き飛ばすことも有効な手段です。
溝フライスに関するよくある質問
ここでは、溝フライスの使用にあたって、現場の技術者が抱きやすい疑問点について回答します。
エンドミルとの具体的な使い分けの基準や、切削油の必要性、工具の交換時期の判断など、より実践的な内容を取り上げます。
Q. 溝フライスとエンドミルはどのように使い分けるのが効率的ですか?
深い溝や長尺の加工、同じ幅の溝を大量生産する場合は溝フライスが効率的です。
一方、様々な幅の溝を少量加工する場合や、ポケット加工のように複雑な形状にはエンドミルが適しています。
溝フライスは剛性が高く高能率ですが、溝幅が工具で決まるため汎用性に欠けます。
エンドミルは汎用性が高い反面、深い溝ではたわみやすいという特性を理解し、使い分けることが重要です。
Q. 加工時に切削油は必ず使用する必要がありますか?
基本的には使用を推奨します。
切削油には潤滑、冷却、切り屑の排出促進という重要な役割があり、加工面の品質向上や工具寿命の延長に大きく貢献します。
ただし、鋳鉄のように被削材の性質上、切り屑が粉状になる場合は、切削油と混ざってヘドロ状になりやすいため、乾式加工やエアブローが選択されることもあります。
被削材と加工方法に応じて適切に判断します。
Q. 工具の寿命を判断する目安や交換時期はありますか?
仕上げ面の悪化、加工寸法の変化、加工中の異音や振動の発生などが工具寿命のサインです。
これらを感じたら、速やかに工具の状態を確認する必要があります。
また、刃先の摩耗や欠け(チッピング)を目視で定期的に点検することも重要です。
加工個数や加工時間などを基準に、あらかじめ交換時期を管理しておく方法も、安定した品質を維持する上で有効です。
まとめ
溝フライスは、溝加工に特化した効率的な切削工具です。
側フライス、スリワリフライス、Tスロットカッターなど、加工したい溝の形状に合わせて様々な種類が存在します。
工具を選定する際は、溝の形状、幅と深さ、そして被削材の材質という3つのポイントを確認することが不可欠です。
実際の作業では、確実なワークの固定、切削条件の最適化、スムーズな切り屑排出が高精度な加工を実現する鍵となります。
これらの基本を理解し、状況に応じて適切な工具と加工方法を選択することが求められます。
👇関連記事はこちら


- 製品紹介
-
加工方法
-
放電加工「放電加工」とは、金属など電気を通す素材(導体)に対して、機械的な刃物で削るのではなく、 電気放電による熱エネルギーを使って材料を除去していく加工技術です。 一般に「EDM(Electrical Di..
-
ローレット加工ローレット加工とは?―滑り止めやデザイン性を高める表面加工 ローレット加工とは、金属部品の表面に細かい凹凸のパターン(滑り止め模様)を刻む加工方法です。旋盤などで「ローレット工具(ローレットホイール)..
-
板金加工板金加工とは?―金属板からの形状作成・加工技術 板金加工は、金属の薄板(鋼板、ステンレス、アルミ板など)を用い、切断・折り曲げ・パンチング・溶接・仕上げなどの工程で、機械部品・筐体・カバー・パネルなど..
-
- サクッと学べる金属加工の話
- 加工に関するお問い合わせ