精密加工品
同時5軸加工とは?3軸・割り出しとの違いやメリット・デメリット
同時5軸加工とは、従来の3軸加工に回転と傾斜の2軸を加え、5つの軸を同時に動かして複雑な形状を削り出す加工技術です。
この記事では、同時5軸加工の基本的な仕組みから、3軸加工や割り出し5軸加工との違い、導入によって得られる具体的なメリット・デメリットまでを解説します。
加工事例や機械の種類にも触れ、多角的な視点から同時5軸加工の理解を深めます。

同時5軸加工とは?基本的な仕組みをわかりやすく解説
同時5軸加工とは、X・Y・Zの直線3軸と、回転・傾斜の2軸(A・B・C軸のうち2つ)を、コンピュータ数値制御(CNC)によって同時に動かしながら材料を削る加工方法です。
合計5つの軸が滑らかに連動することで、工具の刃先を常に加工物に対して最適な角度に保ち続けられます。
これにより、3次元の自由な曲面やアンダーカット部など、従来の加工方法では困難だった複雑な形状を、高精度かつ高品位に削り出すことが可能になります。
3軸加工・割り出し5軸加工との決定的な違い
同時5軸加工を理解するためには、3軸加工および割り出し5軸加工との違いを把握することが重要です。
これらの加工方式の最も大きな違いは「軸の動かし方」にあり、その差が加工できる形状の自由度や生産効率に直接影響します。
それぞれの方式が持つ特徴と、得意とする加工内容には明確な違いが存在します。
3軸加工との違い:XYZの3軸で切削する基本方式
3軸加工は、工具がX軸(左右)、Y軸(前後)、Z軸(上下)の3つの直線軸方向にのみ動く、最も基本的な切削加工方式です。
加工中はテーブルに固定されたワーク(加工物)の角度が変わらないため、工具は一方向からしかアプローチできません。
この構造上、上面から見て隠れる部分、いわゆるアンダーカット形状の加工は一度の段取りでは不可能です。
加工するためには、手作業でワークの向きを変えて固定し直す「段取り替え」が複数回必要になります。
割り出し5軸加工(3+2軸)との違い:角度を固定して加工する方式
割り出し5軸加工は、3軸加工の動きに加えて、加工前に回転・傾斜の2軸を使ってワークの角度を任意の位置に固定する加工方式です。
「位置決め5軸加工」や「3+2軸加工」とも呼ばれます。
角度を決定して固定した後は、3軸加工機と同様にX・Y・Zの3軸で切削を行います。
加工中に回転・傾斜軸が動くことはありません。
この方式により、一度の段取りで多面的な加工が可能になりますが、同時5軸加工のような滑らかな3次元曲面の切削はできません。
同時5軸加工の特徴:5つの軸を同時に動かし滑らかな曲面を加工
同時5軸加工の最大の特徴は、X・Y・Zの直線3軸と回転・傾斜の2軸を、切削加工中にすべて同時に連動させて制御する点にあります。
これにより、工具の姿勢を常に変化させながら、ワークに対して最適な角度でアプローチし続けることが可能です。
まるで人間の手首のように滑らかな動きで、プロペラやタービンブレードのような複雑なねじれを持つ曲面や、滑らかな自由曲面を継ぎ目なく高精度に削り出すことができます。
同時5軸加工で実現できる5つのメリット

同時5軸加工を導入することで、生産現場には多くのメリットがもたらされます。
複雑な形状の部品をワンストップで加工できるだけでなく、生産性の向上や加工品質の安定化にも大きく貢献します。
ここでは、代表的な5つのメリットを具体的に解説します。
メリット1:インペラのような複雑形状も一度の段取りで加工可能
3軸加工ではアクセスできないアンダーカット部や、傾斜した面の加工も、同時5軸加工ならワークの角度を自在に変えることで容易に対応できます。
これにより、航空機のインペラやタービンブレード、一体型筐体など、従来は複数の部品を組み合わせたり、放電加工など他の工法に頼ったりしていた複雑な形状の部品も、一度の段取り(ワンチャック)で削り出すことが可能になります。
メリット2:段取り替えの工数が削減され、生産性が向上する
3軸加工で多面的な加工を行う場合、面の数だけ段取り替え作業が発生します。
この作業には、ワークの脱着や再度の芯出しなど多くの時間と手間がかかり、位置決め誤差の原因にもなります。
同時5軸加工では、一度のセッティングで多方面からのアプローチが可能なため、段取り替えの回数を大幅に削減できます。
これにより、機械の非稼働時間が短縮され、リードタイムの短縮と生産性の大幅な向上につながります。
メリット3:工具の突き出し量を最短にでき、加工精度が高まる
深い部分を加工する際、3軸加工では工具とワークの干渉を避けるために、刃長の長い(突き出し量の長い)工具を使用する必要があります。
しかし、工具が長くなるほど「たわみ」が生じやすくなり、加工精度が低下する原因となります。
同時5軸加工では、ワークまたは主軸を傾けることで工具の干渉を回避できるため、突き出し量の短い剛性の高い工具を使用できます。
結果として、工具のたわみが抑制され、高い加工精度を実現します。
メリット4:工具の最適な姿勢を維持し、加工面の品質が向上する
同時5軸加工では、工具の姿勢を常に制御し、加工面に対して最適な角度を保ちながら切削を進めることができます。
例えば、ボールエンドミルで曲面を仕上げる際に、工具の先端ではなく周速の速い側面部分を常に使用することで、切削効率が高まり、加工面の面粗度も向上します。
これにより、後工程である手作業での磨き作業を削減、あるいは不要にすることも可能です。
メリット5:特殊な治具や工具が不要になり、コストを削減できる
3軸加工で傾斜面を加工する場合、その角度に合わせて専用の傾斜治具を設計・製作する必要がありました。
また、形状によっては特殊な形状の工具が必要になることもあります。
同時5軸加工では、機械側が傾斜の動きを担うため、これらの特殊な治具や工具が不要になります。
治具の設計・製作にかかる費用や保管スペース、段取りにかかる時間といったトータルコストの削減に貢献します。
導入前に知っておきたい同時5軸加工の3つのデメリット

同時5軸加工は多くのメリットをもたらす一方で、導入にはいくつかの課題や注意点が存在します。
高額な初期投資や、機械の構造的な特性、そして操作に求められる高度な技術力など、事前に把握しておくべきデメリットについて解説します。
デメリット1:機械本体やCAMソフトウェアの導入コストが高い
同時5軸加工機は、直線3軸に加えて回転・傾斜の2軸を持つ複雑な構造のため、3軸加工機と比較して機械本体の価格が非常に高額です。
価格帯は数千万円から1億円を超えることも珍しくありません。
さらに、5軸の複雑な動きを制御し、工具の経路を計算するためには、高性能な専用のCAMソフトウェアが必須となります。
このCAMソフトウェアも高価であり、機械本体と合わせた初期投資額は大きな負担となります。
デメリット2:複雑な構造のため、3軸機より機械剛性が低い場合がある
テーブルや主軸に回転・傾斜といった可動部を持つ構造上、シンプルな門型構造などで高い剛性を確保しやすい3軸加工機と比較して、機械全体の剛性が低くなる傾向があります。
特に、主軸を傾けるタイプの機械では、構造的に剛性を高めるのが難しい場合があります。
そのため、鉄などの硬い材質を高速で削る重切削加工においては、3軸加工機に分があるケースもあり、加工内容に応じた機械選定が重要です。
デメリット3:高度なプログラミング技術と衝突防止のノウハウが必須
5つの軸が同時に複雑な動きをするため、工具やホルダー、主軸、ワーク、治具などが互いに干渉するリスクが3軸加工に比べて格段に高まります。
この干渉を未然に防ぎ、安全で効率的な加工プログラムを作成するためには、CAMの操作に習熟し、機械の動きを深く理解している必要があります。
質の高いプログラムを作成できるオペレーターの育成には時間がかかり、高度な技術力が求められます。
同時5軸加工が活かされる具体的な加工事例
同時5軸加工のメリットは、様々な産業分野で活かされています。
特に、複雑な3次元形状が求められる製品や、高い精度と品質が要求される部品の加工でその真価を発揮します。
ここでは、代表的な加工例を3つ紹介します。
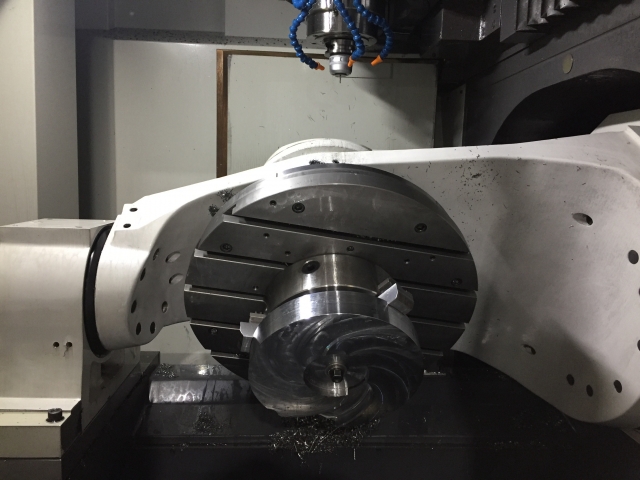
【事例1】航空宇宙分野で用いられるインペラの削り出し加工
インペラは、湾曲した複数のブレードが一体となった部品で、同時5軸加工の能力を象徴する代表的な加工例です。
ブレード間の狭い空間に工具を進入させ、ねじれた曲面を滑らかに削り出すためには、工具の姿勢を常に変化させる同時5軸制御が不可欠です。
航空機のジェットエンジンやターボチャージャーなどに使用され、高い精度と信頼性が求められる部品の製造に貢献しています。
【事例2】滑らかな曲面が求められる金型の高品位な仕上げ加工
自動車のボディパネルを成形するプレス金型や、スマートフォンの筐体を作る射出成形金型など、意匠性の高い製品には滑らかな自由曲面が多用されます。
同時5軸加工を用いることで、ボールエンドミルの最適な切れ刃を常に加工面に当てながら仕上げ加工ができます。
これにより、削り残しの段差(カスプハイト)が極めて小さく、面粗度の良い高品質な加工面が得られ、後工程の手磨き作業を大幅に削減します。
【事例3】複雑な形状を持つ人工関節などの医療部品の加工
人体の骨格に合わせて作られる人工股関節や人工膝関節、歯科用のインプラントといった医療部品は、一つひとつが複雑な3次元形状をしています。
また、材料にはチタン合金やコバルトクロム合金などの削りにくい難削材が用いられることが多くあります。
同時5軸加工は、このような難削材に対しても高精度な加工が可能であり、患者一人ひとりに適合する滑らかで複雑な形状を持つ部品の製造を支えています。
代表的な同時5軸加工機の種類とそれぞれの構造
同時5軸加工機は、回転・傾斜の2軸を、機械のどの部分が担うかによって大きく3つのタイプに分類されます。
それぞれの構造には特徴があり、加工するワークのサイズや重量、求められる精度によって最適なタイプが異なります。
ここでは、代表的な同時5軸加工機の種類と構造について解説します。
テーブル傾斜型:ワーク(加工物)側が傾き回転するタイプ
ワークを固定するテーブル側が、回転軸と傾斜軸の2軸を担う方式です。
工具を動かす主軸側はXYZの直線3軸のみを動かすため、主軸周りの構造がシンプルで剛性を高くしやすい利点があります。
比較的小さなワークを高精度に加工するのに適しています。
一方で、テーブルが大きく動くため、重たいワークを載せると慣性の影響で加工精度が落ちる可能性があり、重量物の加工には向いていません。
主軸傾斜型:工具(主軸)側が傾き回転するタイプ
工具を取り付けた主軸ヘッド側が、回転軸と傾斜軸の動きを担う方式です。
ワークを載せるテーブルはXYZ軸の直線移動のみ、あるいは固定されているため、ワークの重量に制限されにくいのが最大の特徴です。
金型のような大きく重たいワークの加工に適しています。
ただし、主軸ヘッド部分の構造が複雑になるため、機械の剛性がやや低くなる傾向があります。
混合型:ワークと主軸の両方が傾き回転するハイブリッドタイプ
回転・傾斜の2軸を、主軸側とテーブル側で1軸ずつ分担する方式です。
例えば、主軸が傾斜し(B軸)、テーブルが回転する(C軸)といった組み合わせになります。
テーブル傾斜型と主軸傾斜型の長所を併せ持ち、それぞれの可動範囲が小さくても広い加工領域を確保できます。
近年の同時5軸加工機では主流となっているバランスの取れた構造です。
同時5軸加工に関するよくある質問
同時5軸加工は、英語で「5-axis simultaneous machining」と表記されます。
ここでは、同時5軸加工の導入や外注を検討する際によく寄せられる質問とその回答をまとめました。
同時5軸加工機の価格相場はどのくらいですか?
価格は、小型機で2,000万円程度から、大型機や高精度な仕様を求める場合は1億円を超えるものまで様々です。
機械の大きさ、メーカー、搭載するCNC装置の性能、クーラント装置などのオプションによって価格は大きく変動します。
導入の際は、加工対象や目的に合わせて慎重な機種選定が必要です。
どのような加工を依頼する場合に同時5軸加工は適していますか?
インペラやタービンブレード、滑らかな曲面を持つ金型、人工関節など、3軸加工では削り出すことが困難な自由曲面やアンダーカット形状を持つ部品の加工に適しています。
また、多面加工が必要な部品において、工程集約による生産性向上やリードタイム短縮を目的とする場合にも有効な選択肢となります。
3軸加工の経験があれば、同時5軸加工のオペレーターになれますか?
3軸加工の知識は基礎として役立ちますが、それだけでは不十分です。
同時5軸加工では、複雑な工具経路を作成するためのCAM操作技術や、工具・ワーク・治具などの干渉を回避するための専門知識が不可欠になります。
シミュレーション機能を活用し、機械の複雑な動きを予測する能力を習得する必要があります。
まとめ
同時5軸加工は、直線3軸と回転・傾斜2軸を同時に制御することで、複雑な3次元形状を高精度・高効率に加工できる技術です。
工程集約による生産性向上や、加工品質の安定化といった多くのメリットがある一方、高額な導入コストや高度なプログラミング技術が求められるという側面も持ち合わせています。
自社の加工対象や目的を明確にし、その特性を十分に理解した上で導入や活用を検討することが、その効果を最大限に引き出す鍵となります。
👇関連記事はこちら




- 製品紹介
-
加工方法
-
放電加工「放電加工」とは、金属など電気を通す素材(導体)に対して、機械的な刃物で削るのではなく、 電気放電による熱エネルギーを使って材料を除去していく加工技術です。 一般に「EDM(Electrical Di..
-
ローレット加工ローレット加工とは?―滑り止めやデザイン性を高める表面加工 ローレット加工とは、金属部品の表面に細かい凹凸のパターン(滑り止め模様)を刻む加工方法です。旋盤などで「ローレット工具(ローレットホイール)..
-
板金加工板金加工とは?―金属板からの形状作成・加工技術 板金加工は、金属の薄板(鋼板、ステンレス、アルミ板など)を用い、切断・折り曲げ・パンチング・溶接・仕上げなどの工程で、機械部品・筐体・カバー・パネルなど..
-
- サクッと学べる金属加工の話
- 加工に関するお問い合わせ